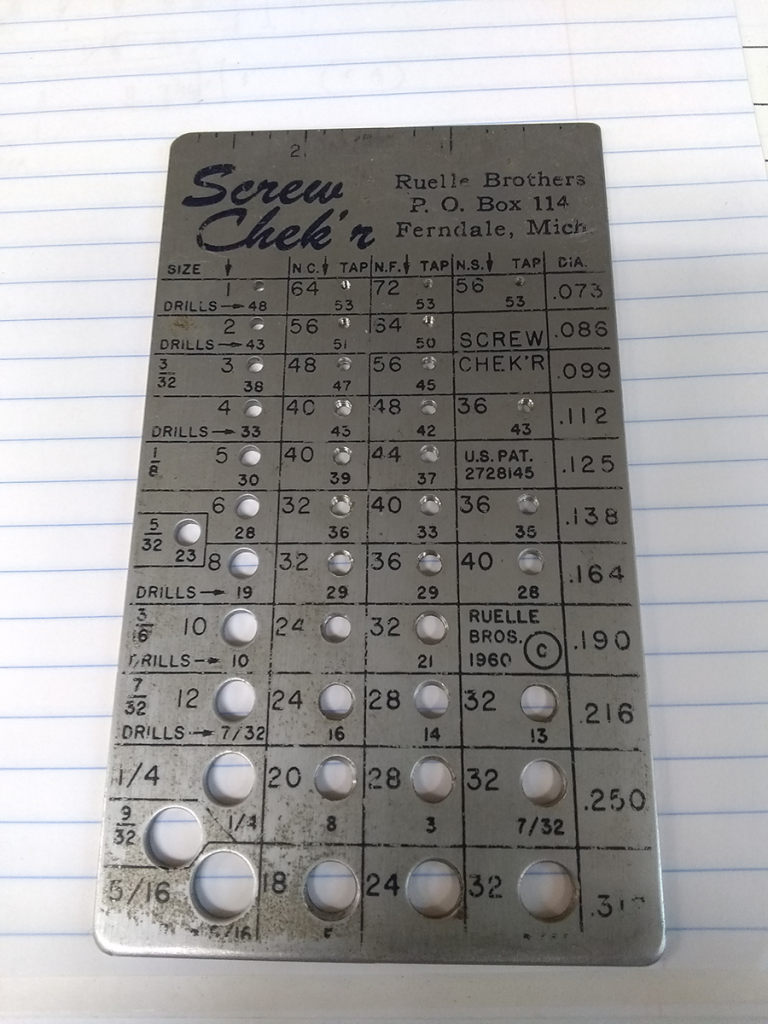
One of the ever-unfurling mysteries in the shop is this: what screw thread am I looking at? There are a multitude of reasons to pick one when designing an object, and while we’d all love for simplicity and consistency across a single piece of equipment, that’s not always the case. Hence, a precision-made piece of steel. Holes, smooth and tapped.
Smooth bores identify the screw size – SAE number standard or fractional inch – and are all marked with the corresponding drill size. For size 4 screws, number 33. For 1/4″ screws, a convenient 1/4″. In a moment of serendipitous coincidence, size 10 fits in a number 10 hole. All are marked in the right column with their diameter in decimal inches.
The threaded holes come in three flavors: N.C., N.F., and N.S. Sometimes N.S., at least. National Coarse, National Fine, and National Special.
Coarse threads are standard, and like all SAE threads indicate the number of threads per inch. (Metric threads use the pitch, or the center-to-center distance between threads.) If ever unsure, the answer is that it’s probably coarse thread. Double-check by seeing if it turns neatly into the hole.
Fine threads have certain uses, such as in locations where there will be a lot of vibration. More threads per inch means more contact area for the screw, and the increased friction helps reduce the screw’s ability to wiggle loose. For some reason, they never seem to wiggle in more securely.
Special threads show up in special situations, and are completely inconsistent across the range of sizes. Most are even finer threads, but #4-36 is even coarser, and #6-36 sits in between coarse and fine. Small fractional inch sizes don’t have special designations, and the small number sizes don’t… except for size 1.
Which is an uncommon screw size, to say the least. If we have any in here, they’re hidden away in some dark drawer. We do have a single #1-64 tap, so either they were around for a little project once, or a previous shop tech was very thorough in ordering tools.
Inspecting the Screw Chek’r more closely, you might notice that one of the tapped holes isn’t like the others. Several feel as though they’ve gotten a lot of use over the years – #4-40, #6-32, #10-32 – but poor, lonely #1-56?

No one has ever tried to thread a screw through that hole. There’s still a steel burr in the bottom.
It makes some sort of sense. #1-56 screws are rare as hen’s teeth these days. McMaster-Carr doesn’t carry any, and they have seemingly everything. A quick internet search will turn up hobbyists repairing early-20th-century equipment trying to locate replacement screws in that size. Even a glance at Ruelle Industries’ most recent versions of the Screw Check’r reveal that they don’t even put that thread size on anymore.
Of course, if you can’t find the precise screw you need, that’s what a metal lathe is for…